
Оптом шкаф распределительного устройства производитель
Когда слышишь 'оптом шкаф распределительного устройства производитель', первое, что приходит в голову — масштабируемость. Но вот загвоздка: многие путают оптовые поставки с простым увеличением партии. На деле же это целая экосистема — от согласования ТУ до логистики спецтехники. Помню, как в 2019 мы запускали линию для распределительных щитов освещения, и оказалось, что крановые узлы в цехе не рассчитаны на габаритные панели. Пришлось перестраивать всю цепочку погрузки.
Технические нюансы, которые не пишут в каталогах
Вот смотрите: берём комплектные устройства низкого напряжения GGD. В спецификациях всё гладко — токи, степени защиты. А на практике? Например, болтовые соединения на 1600А при -35° в Сибири требуют дополнительного момента затяжки. Мы в ООО Сычуань Синюнли Электрооборудование после трёх случаев подгорания контактов ввели обязательную калибровку динамометрических ключей для северных поставок.
Или возьмём KYN рот-12. Казалось бы, классика. Но когда заказчик просит установить релейную защиту вместо микропроцессорной — начинаются танцы с параметрами уставок. Один раз пришлось переделывать шкафы потому что проектировщик не учёл токи обледенения ВЛ — теперь всегда спрашиваем про климатическую зону.
Самое сложное в оптовом производстве — не сборка, а унификация. Когда делаешь 50 щитов для торгового центра, каждый миллиметр отклонения в монтаже шин аукается часами дополнительной подгонки. Наш сайт https://www.xyldq.ru сейчас указывает допустимые вариации по осям, но клиенты редко смотрят техкарты до начала работ.
Логистика: там, где теория встречается с российской действительностью
Отгружали мы партию уличных комплексных распределительных щитов в Красноярск. По документам — 12 паллет. А перевозчик присылает фуру с высотой платформы 2,7 метра вместо 3,2. Результат? Пришлось снимать защитные кожухи и везти их отдельно — потеряли три дня на переупаковку.
Для HXGN рот-12 вообще отдельная история с креплением. Стандартные транспортные скобы не подходят для железнодорожных перевозок — вибрация расшатывает раму. После двух случаев микродеформаций разработали систему распорок которые монтируются прямо в контейнере.
Тарифы — отдельная боль. Когда считаешь стоимость распределительного щита питания для оптовика, закладываешь 5% на логистику. Но в этом году цены на перевозки выросли на 18% — приходится пересматривать всю калькуляцию.
Материалы: между ГОСТ и реальными возможностями
Оцинкованная сталь для коробок учета электроэнергии — вечная дилемма. По нормам нужна 1,5 мм, но для морских портов лучше 2 мм. А теперь попробуй найти прокат с цинкованием 120 мкм в середине квартала... Часто берём с запасом и сами доводим антикоррозийную обработку.
Полимеры для коробок розеток — отдельная головная боль. Российский АБС-пластик дешевле, но после 200 циклов подключения появляются трещины в местах крепления. Перешли на корейские композиты — дороже на 15%, но гарантия увеличилась с 3 до 7 лет.
Медь для шин в GGD/GCS. Биметаллические соединения — сплошные проблемы при оптовом производстве. Сейчас тестируем лазерную сварку вместо болтовых соединений — пока дорого, но для серийных заказов от 100 штук уже выгодно.
Коммуникация с заказчиком: от ТЗ до приемки
Самое сложное — объяснить заказчику разницу между распределительными щитами для офиса и производства. Один раз пришлось переделывать всю коммутацию потому что клиент не указал наличие частотных преобразователей — гармоники сожгли блоки управления.
Сейчас в ООО Сычуань Синюнли Электрооборудование внедрили чек-лист из 47 пунктов для технического задания. Особенно важно для комплектных трансформаторных подстанций — там любая ошибка в схеме коммутации обходится в сотни тысяч рублей.
Приёмка — отдельный театр. Как-то приехала комиссия с мегомметром 2500В для проверки распределительного устройства на 380В. Еле уговорили использовать 1000В — иначе бы убили всю изоляцию.
Эволюция подходов к оптовому производству
Раньше думали что оптом шкаф распределительного устройства производитель — это просто больше станков. Оказалось важнее гибкость. Например для серии GCS мы сейчас использует модульные шасси — можно собирать 20 разных конфигураций на одной производственной линии.
Автоматизация — палка о двух концах. Роботизированная сварка для KYN дала прирост скорости на 40%, но потребовала переобучения всех операторов. Два месяца работали с 30% брака пока не настроили все допуски.
Сейчас экспериментируем с предварительной сборкой шинопроводов для распределительных щитов питания — это сокращает время монтажа на объекте. Правда пришлось покупать специальный гибочный станок с ЧПУ — старые лекала не давали нужной точности.
Что в сухом остатке
Оптовое производство шкаф распределительного устройства — это про системность. Не про количество, а про отлаженные процессы. От момента когда клиент заходит на https://www.xyldq.ru до отгрузки проходит 14 контрольных точек — и каждая влияет на итог.
Главный урок — нельзя экономить на инжиниринге. Лучше потратить неделю на расчёты чем потом переделывать партию кольцевых сетевых щитов HXGN потому что не учли пусковые токи двигателей.
Сейчас смотрим в сторону цифровых двойников — чтобы заказчик сразу видел как поведёт себя его распределительное устройство в конкретных условиях. Но это уже тема для следующего разговора...
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Электрический удлинитель
Электрический удлинитель -
 Шкаф частотного управления
Шкаф частотного управления -
 Провода и кабели
Провода и кабели -
 Аварийное распределительное устройство
Аварийное распределительное устройство -
 Панельный выключатель
Панельный выключатель -
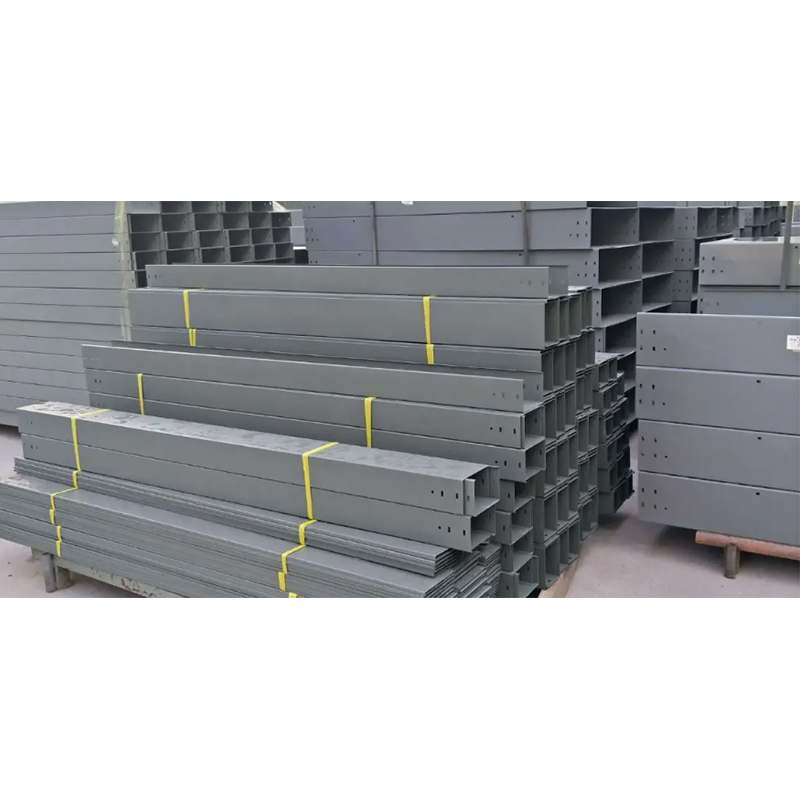 Кабельный лоток
Кабельный лоток -
 Взрывозащищенный распределительный щит
Взрывозащищенный распределительный щит -
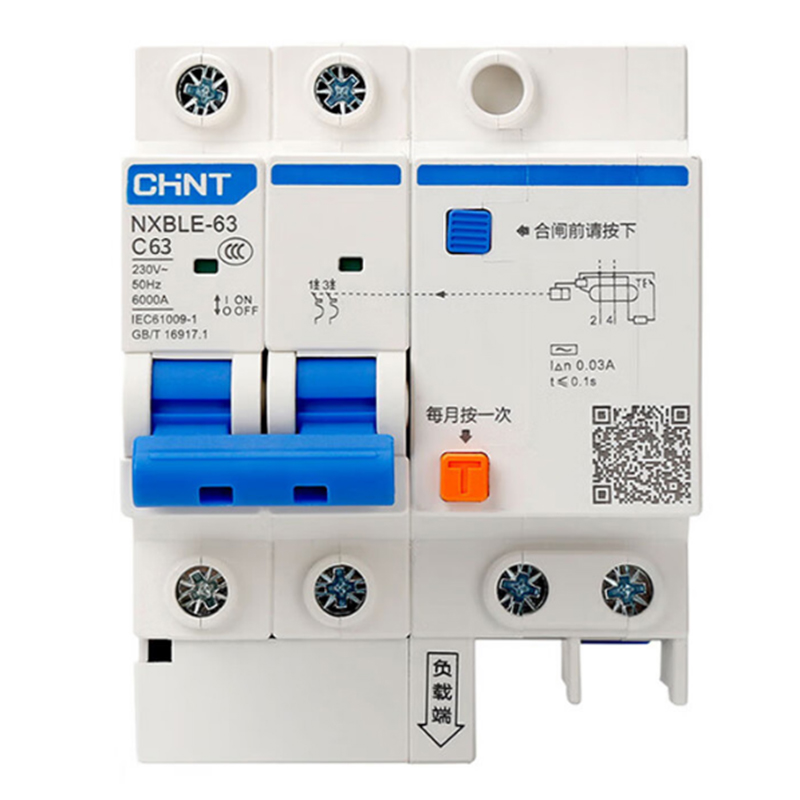 Миниатюрный автоматический выключатель
Миниатюрный автоматический выключатель -
 Высоковольтный вакуумный выключатель
Высоковольтный вакуумный выключатель -
 Высоковольтная ответвительная коробка
Высоковольтная ответвительная коробка -
 Низковольтное распределительное устройство GGD
Низковольтное распределительное устройство GGD -
 Силовой шкаф XL-21
Силовой шкаф XL-21
Связанный поиск
Связанный поиск- Оптом led промышленный прожектор
- Провод 3 производители
- Шкаф управления задвижкой производитель
- Оптом лоток кабельный неперфорированный производитель
- Оптом шкаф управления шу
- Автоматический выключатель c производитель
- Элегазовое оборудование sf6 поставщик
- Провод электрический производитель
- Комплектная трансформаторная подстанция заводы
- Горизонтальный кабельный лоток производители

